


double‑sided textured geomembrane
Core Structure and Performance Advantages
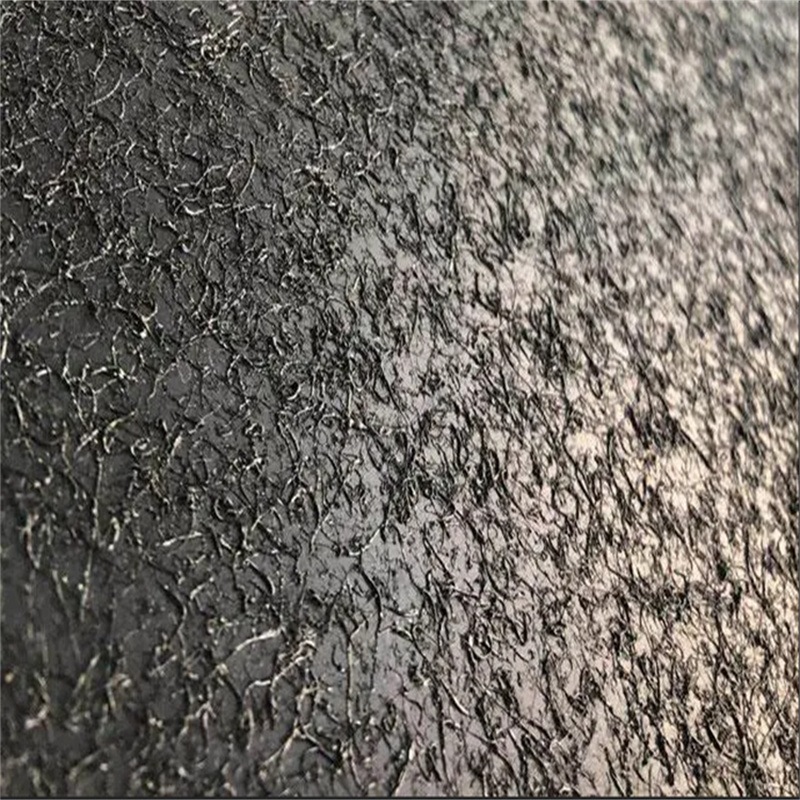
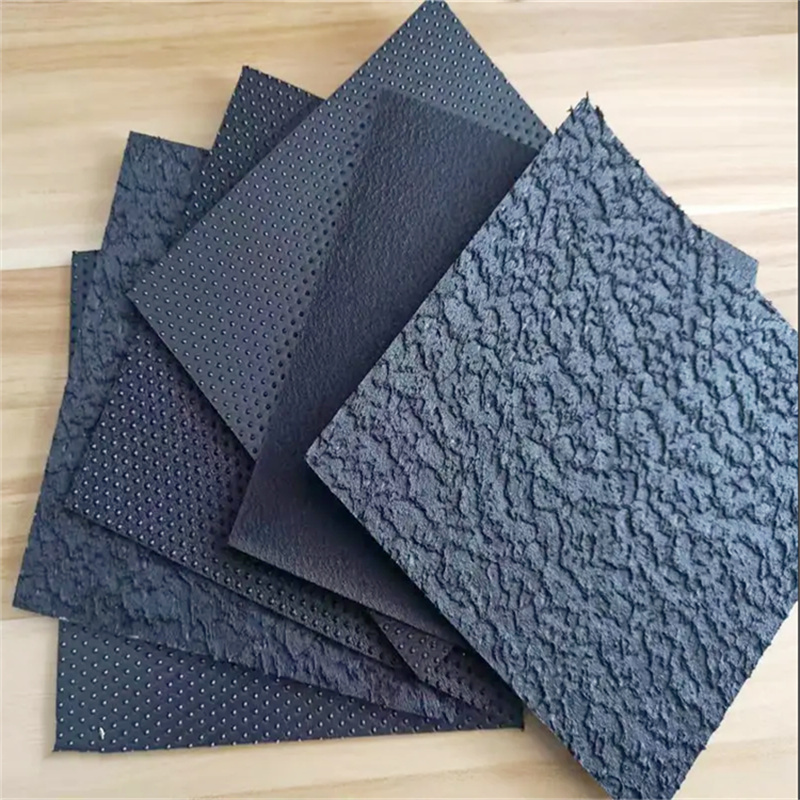
1. High-Friction Anti-Slip on Both Sides
Both sides feature a textured surface with an asperity height of ≥0.25 mm, achieving a friction coefficient of over 0.4; products manufactured with a nipple-pattern process can reach as high as 0.8. This significantly enhances grip strength with geotextiles, gravel, or concrete substrates, effectively preventing slippage and wrinkling during installation and operation.
2. Excellent Impermeability and Chemical Stability
The permeability coefficient is as low as ≤1.0×10⁻¹³ cm/s. The material can withstand long-term exposure to strong acids, alkalis, oils, and organic solvents, making it suitable for complex chemical environments with a pH range of 2–12.
double‑sided textured geomembrane is a high-density polyethylene (HDPE) impermeable material with rough textures on both sides. By significantly enhancing the friction with the adjacent upper and lower surfaces, it is widely used in anti-seepage projects requiring steep slopes or high stability—such as landfills, tailings ponds, and hydraulic engineering—effectively preventing membrane slippage and ensuring engineering safety.
It is akin to equipping a slope with a pair of "dual-sided anti-slip shoes," maintaining structural stability even in complex terrains and under high-load conditions. Compared to smooth-surfaced or single-textured geomembranes, the double-textured design achieves dual anchoring at both interfaces, making it one of the core technical solutions in modern environmental engineering for mitigating landslide risks.

I. Core Structure and Performance Advantages
1. High-Friction Anti-Slip on Both Sides
Both sides feature a textured surface with an asperity height of ≥0.25 mm, achieving a friction coefficient of over 0.4; products manufactured with a nipple-pattern process can reach as high as 0.8. This significantly enhances grip strength with geotextiles, gravel, or concrete substrates, effectively preventing slippage and wrinkling during installation and operation.
2. Excellent Impermeability and Chemical Stability
The permeability coefficient is as low as ≤1.0×10⁻¹³ cm/s. The material can withstand long-term exposure to strong acids, alkalis, oils, and organic solvents, making it suitable for complex chemical environments with a pH range of 2–12.
3. High Strength and Durability
· Tensile strength is ≥11 MPa, with elongation at break exceeding 700%, providing outstanding resistance to tearing and puncture.
· When compounded with carbon black, the material exhibits excellent UV resistance, with a service life exceeding 50 years, meeting the requirements for long-term environmental containment and landfill closure.
4. Suitable for Complex Construction Conditions
Passes embrittlement testing at temperatures as low as -70 °C, making it suitable for cold-region engineering applications. The hot-melt welding process is well-established, with weld strength reaching over 90% of the base material. The system supports vacuum or spark testing to ensure integrity.

II. Typical Applications
1. Landfill Slope Protection: Prevent leachate leakage, enhance steep slope stability, and reduce landslide risks.
2. Tailings Ponds and Heap Leach Pads: Used in high-pressure, settlement-prone areas to block the downward migration of heavy metal-laden wastewater.
3. Hydraulic Dams and Channel Linings: Improve the adhesion between the impermeable layer and foundation, enhancing resistance to erosion.
4. Chemical Plant Evaporation Ponds and Reactor Pools: Serve as lining materials to prevent the渗透 of high-salinity wastewater or corrosive liquids.





